冲床工作中注意事项
⑴应定时用手动润滑油泵向润滑点压送润滑油
⑵压力机性能未熟悉时,不得擅自调整压力机
⑶禁止同时冲裁两层板料
⑷发现工作不正常应立即停止工作,并及时检查。
工作后
⑴使飞轮和离合器脱开,切断电源,福建冲床,放出剩余空气
⑵将压力机擦拭干净,铝合金圆弧压线冲床,工作台面涂防锈油
⑶每次运行或维护之后做好记录。
冲床的使用生命周期是比较长的,所以我们选择的时候应该把设备现价与售后价格加在一起做一个综合的选择。
冲床维修保养故障
1 、曲轴轴承发热 轴套刮的不好,润滑不良 重新刮研铜瓦,铝合金液压冲床,检查润滑情况。
2 、从轴承里流出的油里有铜屑 缺乏润滑油,润滑油不清洁 检查润滑情况,拆开轴承进行清洗
3 、导轨烧灼 导轨间隙过小、润滑不良 、接触不良 重新研刮导轨 、调整间隙 、注意润滑
4 、操作时离合器不结合或结合后脱不开 回转健用弹簧失去弹性键配合过紧 更换弹簧、研刮键的结合间隙
5、离合器脱开时滑块不能停在上死点位置 制动带拉力不够 、制动带过度磨损 、制动轮上有油打滑 调整制动弹簧张力、更换制动器 、用煤油洗净制动带及轮周
6 、退料板不工作 打料碰头位置不对 调整碰头位置用手转动飞轮试退
7、连杆螺丝发生转动或冲击 锁紧装置松动 旋转锁紧装置
8、连杆螺丝球头在滑块球垫内冲击 球头与球垫压盖接触不良,压盖螺丝松动 刮研球头、球垫、拧紧压盖螺丝
9、按电钮(开)不工作 电源断路、热断电器断电 检查电路系统消除故障
虽然冲压加工工艺过积包括备料-冲压加工工序-的辅助工序-质量检验-组合、包装的全过程,但分析工艺性的重点在冲压加工工序这一过程里。冲压加工工序很多,各种工序中的工艺性又不尽相同。即使间一个零件,由于生产单位的生产条件、工艺装备情况及生产的传统习惯不同,其工艺件的涵义也不一样。龙门冲床应用油压动力紧固螺栓,将机架结构预压大幅提升机架之钢性。曲轴,锯齿组等采用高离合金钢,经热处理,研磨等精密加工。龙门冲床操作人员为受过冲床专业技术操作培训的技工,了解冲床原理(传统式冲床是利用马达运动来带动曲轴,由曲轴来带动滑块的方式作动以达冲压目的。
集自身强大的机械开发技术,运动书技术,精密机械设计制造技术为- -体,定位于专业研发与制造。
我公司借助高科技的力量,集同类产品之大成和集中我公司全体员工的智慧,研发生产出各种型号的全自动,位冲孔机,不锈钢锁孔机,45度切角机,货架冲孔设备,防盗窗打孔机,护栏专用冲床,门花设备等,
本公司所在生产的自动打孔机广泛用于金属加工成形方面,不锈钢防盗网,锌钢护栏,超市货架、展示张公司技术人员具备多年的产品设计、各类大型机械设计、电子控制系统及测试技术的工作实践经验,为潜,奠定了坚实的基础。
公司以为客户提供专业的技术解决方案实现与客户的互利共赢。
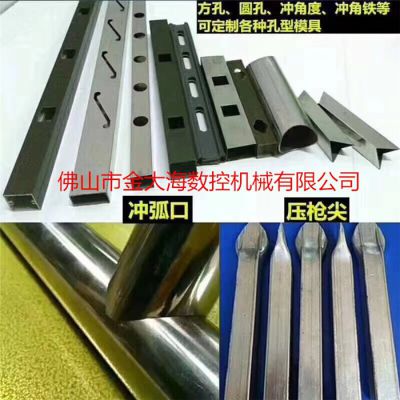
全自动数控光伏支架冲孔机是一种新型的自动加工设备,其能够在不同材质的方管、圆管、异形管上加工半孔或全孔,铝材高速冲床,通过更换模具还可加工各种不同规格及形状的孔径,可加工槽钢、角钢、方管、货架等管材,在现代加工业中应用广泛。全自动数控角钢冲孔机之所以受到大量厂家的欢迎,应归功于其优异的性能特点。
1:多功能,铝材冲床,全自动数控角钢冲孔机可在任意规格、任意材质的管材上一次成形多个任意形状的孔,管材壁可为任意厚度,铝材冲床生产厂家,孔中心距可任意调整。
2:高精度,该冲孔机由加工中心数控编程程序控制,冲床,加工而成的孔形平整无毛刺且中心距精准(孔距精度为±0.1mm)。
3:速度快,高速可达1分钟120次。
4:易操作,整机采用微电脑控制,角钢数控冲床,自动计算数据,光伏支架数控冲床,带记忆功能,操作简便易学。
5:效***,该设备为双工位在单位时间内能够满足大数量的开孔要求,效率大大高于传统冲床。
6:安全性高,电力塔角钢数控冲床,独特机台和模具安全结构性设计,确保工人操作安全,减少工伤事故。
7:低成本。全自动数控角钢冲孔机刃具耗能低,自动化运作更节省了大量人力,管材加工成本大大降低。